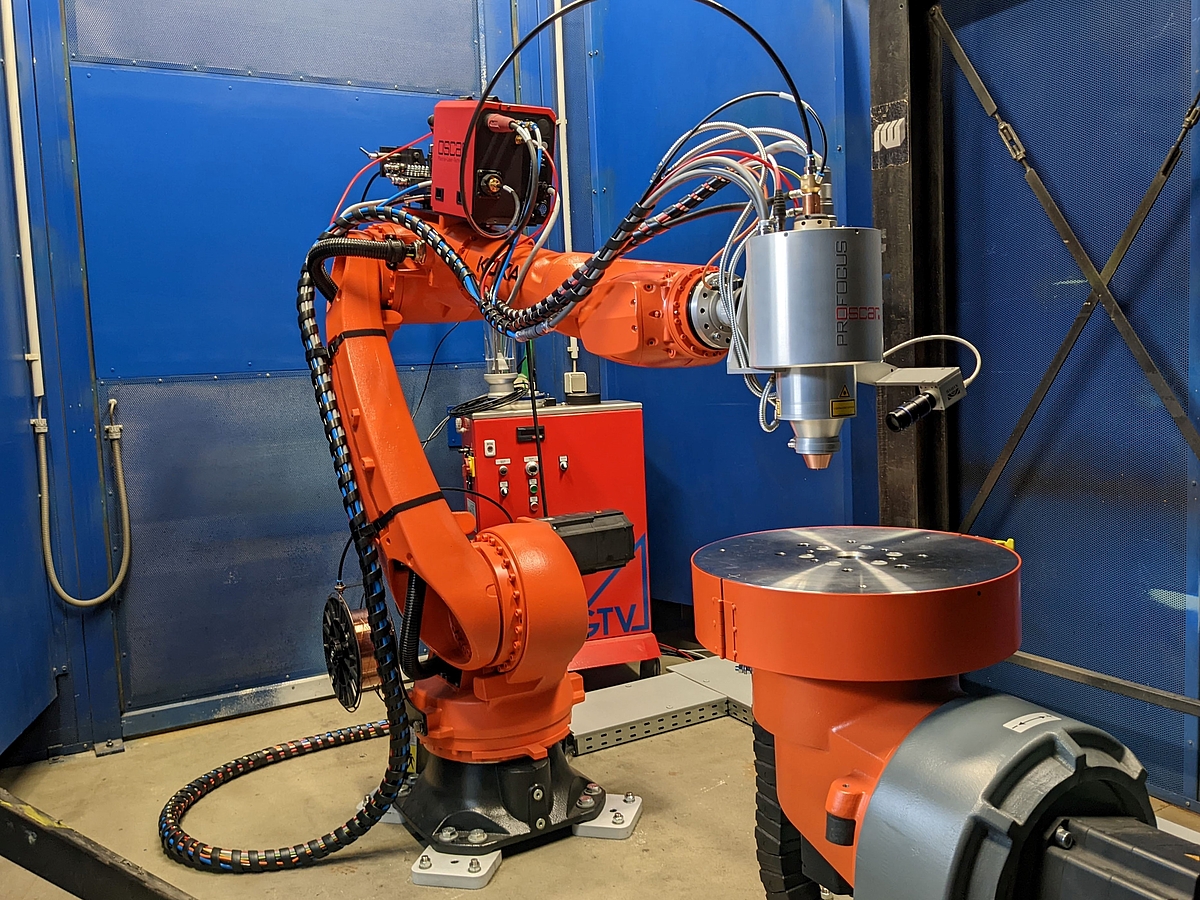
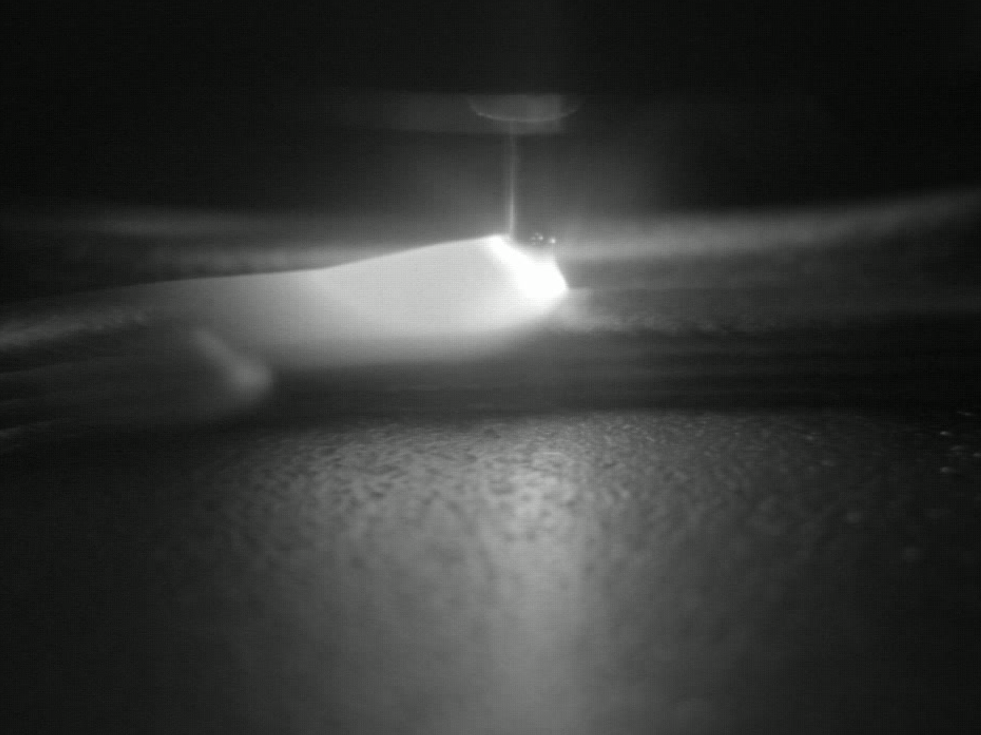
The ProFocus1000 laser system from Oscar PLT GmbH is used for laser cladding at the Hanover Underwater Technology Center. It is characterized by its compact design, which is due to the use of diode lasers. Further advantages are the simple changeover between wire and powder as an additional material for the process and automatic height control by means of an integrated process camera. The laser is guided by a robot system from Kuka Deutschland GmbH, which consists of the KR50 R2100 manipulator and the DKP400 V2 turn/tilt positioner. The system's eight degrees of freedom enable complex structures. In addition, the system offers a wide range of applications in the functionalization of semi-finished products or the repair and reconditioning of cost-intensive components.
Technical data
ProFocus 1000 laser system
| Laser class | 4 |
| Laser power | 100 - 1000 W |
| Wavelength | 915 nm ánd 980 nm (±20 nm) |
| Focus diameter | Ø 1 mm |
| Welding wire | Ø 0,8 – 1,2 mm |
| Roughening rate | up to 1 kg/h |
| Heating current for hot wire | up to 150 A |
| Flux fraction | 45 - 150 µm |
| Flux utilization | ca. 85 % |
Robot system consisting of KR50 R2100 and DKP400 V2
| Number of axles | 8 |
| Nominal load capacity of the manipulator | 50 kg |
| Position repeatability of manipulator | ±0,05 mm |
| Nominal load capacity of the turn-tilt positioner | 400 kg |
| Position repeatability DKP | ±0,06 mm |
| Nominal welding current (100 % ED) | 430 A |
| Nominal welding current (60 % ED) | 500 A |