Aluminiumlegierungen mit angepasstem Schmelzintervall für das prozessintegrierte Ausschäumen beim Strangpressen
| Jahr: | 2017 |
| Förderung: | DFG |
| Laufzeit: | 05/2017-01/2021 |
| Ist abgeschlossen: | ja |
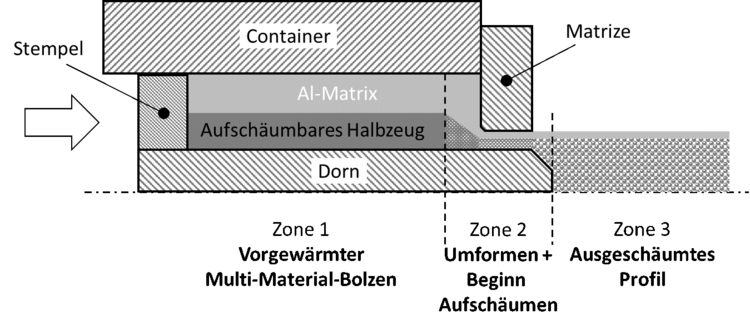
Ausgeschäumte Strangpressprofile bieten eine hervorragende Kombination aus geringer Werkstoffdichte und guten mechanischen Eigenschaften. Nachteil dieser Bauteile ist, dass entweder in die stranggepressten Profile nachträglich bereits geschäumte Inlays eingeklebt werden oder noch nicht geschäumte Schaumhalbzeuge in das Profil eingelegt werden und durch eine nachgeschaltete Wärmebehandlung aufgeschäumt werden müssen. Eine weitere Möglichkeit besteht darin, die Werkstoffe in einem Verbundstrangprozess zu verarbeiten und ebenfalls in einer nachgeschalteten Wärmebehandlung aufzuschäumen. Diese Herstellungsverfahren bedingen zusätzliche Handhabungs- und Wärmebehandlungsprozesse. Ziel des beantragten Projekts zum prozessintegrierten Ausschäumen von Strangpressprofilen ist es, die Grundlagen zum direkten Ausschäumen aus der Umformwärme von Hohlstrukturen im Strangpressprozess zu erarbeiten. Hierfür müssen zunächst aufschäumbare Halbzeuge auf Basis niedrigschmelzender Aluminium-Hartlotlegierungssysteme erforscht werden, welche ein an die Umformtemperaturen des Konstruktionswerkstoffs, hier die Aluminium-Knetlegierung EN AW-6082, angepasstes Schmelzintervall besitzen. Als kritischer Faktor wird dabei der Beginn der Aufschäumphase angesehen, da dieser erst in der Umformzone bzw. nach Austritt aus dem formgebenden Werkzeug erfolgen darf, wohin die Aluminium-Hartlotsysteme entwickelt werden müssen. Erfolgsversprechende Varianten werden im Anschluss dann zunächst in freien Aufschäumversuchen auf ihr Aufschäumverhalten untersucht und durch Variation der Treibmittelzusätze sowie die Zugabe stabilisierender Legierungszusätze an die Aufgabenstellung angepasst. Über eine Variation der strangpresstechnischen Herstellungsroute, dem zweifachen Strangpressen des aufschäumbaren Halbzeugs, soll zum einen das Aufschäumverhalten weiter verbessert und zum anderen eine erhöhte Werkstoffausnutzung ermöglicht werden. Diese Halbzeuge werden dann in instrumentierten Werkzeugen im Verbundstrangpressprozess auf den Einfluss unterschiedlicher Prozessparameter untersucht und ein Prozessfenster für die Schäumphase evaluiert. Abschließend wird ein Prototyp auf Basis eines ausgeschäumten Rohres stranggepresst und mittels zerstörungsfreier und zerstörender Prüfmethoden auf die strukturellen und mechanischen Eigenschaften hin untersucht.



















