2.5 MN laboratory extrusion press
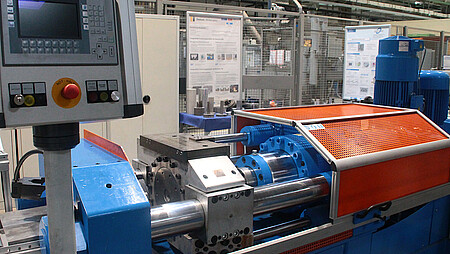
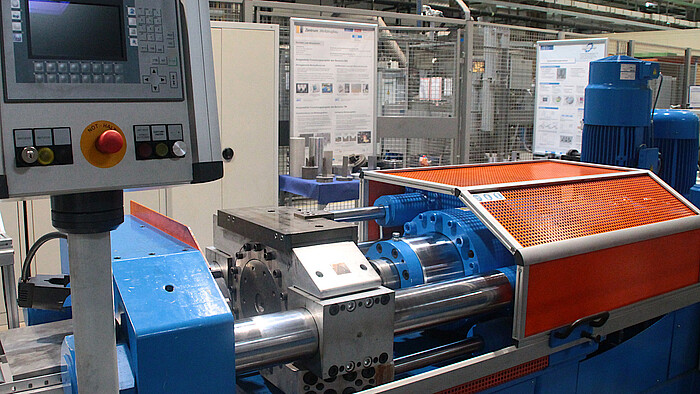
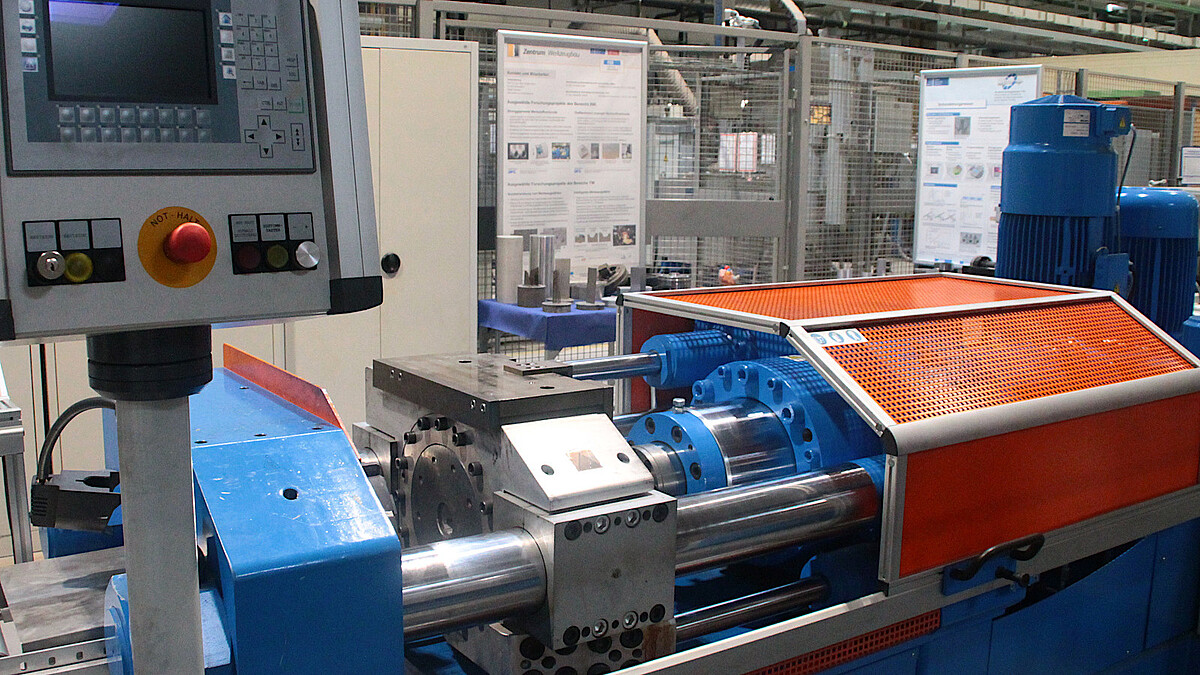
With a press force of 2.5 MN and available recipient diameters of 43 mm, 50 mm and 58.4 mm, the institute has a high-performance extrusion press with a specific press force of up to 1700 N/mm² at its disposal. A circulating air chamber furnace with optional inert gas supply for ingot heating, another furnace for tool heating outside the extrusion press and a 7 m long roller conveyor with a strand puller enable industrial extrusion tests to be carried out with relatively low material costs and high process forces.
With a press force of 2.5 MN and available recipient diameters of 43 mm, 50 mm and 58.4 mm, the institute has a high-performance extrusion press with a specific press force of up to 1700 N/mm² at its disposal. A circulating air chamber furnace with optional inert gas supply for ingot heating, another furnace for tool heating outside the extrusion press and a 7 m long roller conveyor with a strand puller enable industrial extrusion tests to be carried out with relatively low material costs and high process forces.
Description of the system
The modern speed control of the laboratory extrusion press allows the stamping speed to be continuously adjusted between 0.01 mm/s and 15 mm/s. Various difficult-to-press aluminum and magnesium alloys as well as non-ferrous metals and high-temperature alloys can be processed for research purposes and small series. In addition to simple round and square bars, flat, U, I and L profiles and tubes in various dimensions, the close cooperation with various tool manufacturers also offers the possibility of pressing profile geometries tailored to the application.
The system can be used to produce profiles using both direct and indirect pressing processes. As part of various research projects, the extrusion press was also equipped with extension modules for Equal Channel Angular Reverse Pressing (ECARP) and for pressing tubes with a fixed mandrel, which were specially developed at the IW.
In addition to the tempering of tools and press blocks, the existing furnace technology also enables a wide range of heat treatments (homogenization, solution annealing, artificial ageing, etc.) to be carried out on profiles up to a length of 500 mm. In addition to standard industrial alloys, the IW light metal foundry also offers the production of extrusion blocks from application-specific test alloys made of aluminum or magnesium, whose forming properties can be tested on the laboratory extrusion press.
Technical data:
- Maximum pressing force: 2.5 MN (250 t)
- Recipient diameter: 43 mm (steel), 50 mm (Mg), 58.4 mm (Al)
- Maximum ingot length: direct/indirect 150 mm
- Die speed: 0.01 mm/s to 15 mm/s
- Outfeed: 7,000 mm roller conveyor with puller
- Manufacturer: Müller engineering
- Year of construction: 2014



















